
ઇલેક્ટ્રિક આર્ક ફર્નેસ માટે પ્રત્યાવર્તન સામગ્રી માટેની સામાન્ય આવશ્યકતાઓ છે:
(1) પ્રત્યાવર્તનક્ષમતા ઊંચી હોવી જોઈએ. ચાપ તાપમાન 4000°C કરતાં વધી જાય છે, અને સ્ટીલ બનાવવાનું તાપમાન 1500~1750°C હોય છે, ક્યારેક 2000°C જેટલું ઊંચું હોય છે, તેથી પ્રત્યાવર્તનક્ષમતા ઊંચી હોવી જરૂરી છે.
(2) ભાર હેઠળ નરમ પડવાનું તાપમાન ઊંચું હોવું જોઈએ. ઇલેક્ટ્રિક ભઠ્ઠી ઉચ્ચ તાપમાન લોડ સ્થિતિમાં કામ કરે છે, અને ભઠ્ઠીના શરીરને પીગળેલા સ્ટીલના ધોવાણનો સામનો કરવો પડે છે, તેથી પ્રત્યાવર્તન સામગ્રી માટે ઉચ્ચ ભાર નરમ પડવાનું તાપમાન હોવું જરૂરી છે.
(૩) સંકુચિત શક્તિ ઊંચી હોવી જોઈએ. ઇલેક્ટ્રિક ફર્નેસ લાઇનિંગ ચાર્જિંગ દરમિયાન ચાર્જની અસર, પીગળેલા સ્ટીલના સ્થિર દબાણ, ટેપિંગ દરમિયાન સ્ટીલના પ્રવાહનું ધોવાણ અને કામગીરી દરમિયાન યાંત્રિક કંપનથી પ્રભાવિત થાય છે. તેથી, પ્રત્યાવર્તન સામગ્રીમાં ઉચ્ચ સંકુચિત શક્તિ હોવી જરૂરી છે.
(૪) થર્મલ વાહકતા ઓછી હોવી જોઈએ. ઇલેક્ટ્રિક ભઠ્ઠીના ગરમીના નુકસાનને ઘટાડવા અને વીજ વપરાશ ઘટાડવા માટે, પ્રત્યાવર્તન સામગ્રીમાં નબળી થર્મલ વાહકતા હોવી જરૂરી છે, એટલે કે, થર્મલ વાહકતા ગુણાંક નાનો હોવો જોઈએ.
(૫) થર્મલ સ્થિરતા સારી હોવી જોઈએ. ઇલેક્ટ્રિક ફર્નેસ સ્ટીલ નિર્માણમાં ટેપિંગથી ચાર્જિંગ સુધીની થોડી મિનિટોમાં, તાપમાન લગભગ ૧૬૦૦°C થી ઘટીને ૯૦૦°C ની નીચે થઈ જાય છે, તેથી પ્રત્યાવર્તન સામગ્રીમાં સારી થર્મલ સ્થિરતા હોવી જરૂરી છે.
(6) મજબૂત કાટ પ્રતિકાર. સ્ટીલ બનાવવાની પ્રક્રિયા દરમિયાન, સ્લેગ, ફર્નેસ ગેસ અને પીગળેલા સ્ટીલ બધા પ્રત્યાવર્તન સામગ્રી પર મજબૂત રાસાયણિક ધોવાણ અસરો ધરાવે છે, તેથી પ્રત્યાવર્તન સામગ્રીમાં સારો કાટ પ્રતિકાર હોવો જરૂરી છે.
બાજુની દિવાલો માટે પ્રત્યાવર્તન સામગ્રીની પસંદગી
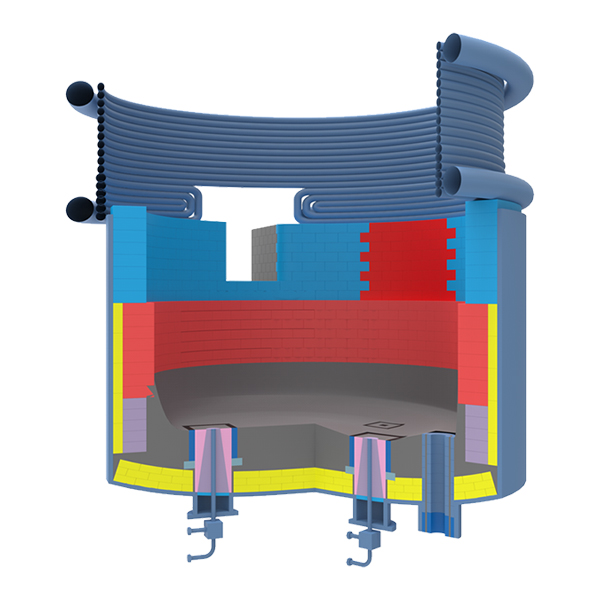
MgO-C ઇંટોનો ઉપયોગ સામાન્ય રીતે ઇલેક્ટ્રિક ભઠ્ઠીઓની બાજુની દિવાલો બનાવવા માટે થાય છે જેમાં પાણી-ઠંડક આપતી દિવાલોનો ઉપયોગ થતો નથી. હોટ સ્પોટ્સ અને સ્લેગ લાઇન્સમાં સૌથી ગંભીર સેવા સ્થિતિઓ હોય છે. તે ફક્ત પીગળેલા સ્ટીલ અને સ્લેગ દ્વારા ગંભીર રીતે કાટ અને ધોવાણ થતી નથી, તેમજ સ્ક્રેપ ઉમેરવામાં આવે ત્યારે ગંભીર યાંત્રિક રીતે પ્રભાવિત થાય છે, પરંતુ ચાપમાંથી થર્મલ રેડિયેશનને પણ આધિન હોય છે. તેથી, આ ભાગો ઉત્તમ કામગીરી સાથે MgO-C ઇંટોથી બનાવવામાં આવે છે.
વોટર-કૂલ્ડ દિવાલો ધરાવતી ઇલેક્ટ્રિક ભઠ્ઠીઓની બાજુની દિવાલો માટે, વોટર-કૂલિંગ ટેકનોલોજીના ઉપયોગને કારણે, ગરમીનો ભાર વધે છે અને ઉપયોગની શરતો વધુ કડક હોય છે. તેથી, સારી સ્લેગ પ્રતિકાર, થર્મલ શોક સ્થિરતા અને ઉચ્ચ થર્મલ વાહકતા ધરાવતી MgO-C ઇંટો પસંદ કરવી જોઈએ. તેમાં કાર્બનનું પ્રમાણ 10%~20% છે.
અલ્ટ્રા-હાઇ પાવર ઇલેક્ટ્રિક ભઠ્ઠીઓની બાજુની દિવાલો માટે પ્રત્યાવર્તન સામગ્રી
અલ્ટ્રા-હાઇ પાવર ઇલેક્ટ્રિક ફર્નેસ (UHP ફર્નેસ) ની બાજુની દિવાલો મોટાભાગે MgO-C ઇંટોથી બનેલી હોય છે, અને હોટ સ્પોટ્સ અને સ્લેગ લાઇન વિસ્તારો ઉત્તમ કામગીરી (જેમ કે સંપૂર્ણ કાર્બન મેટ્રિક્સ MgO-C ઇંટો) સાથે MgO-C ઇંટોથી બનાવવામાં આવે છે. તેની સેવા જીવનમાં નોંધપાત્ર સુધારો કરે છે.
ઇલેક્ટ્રિક ફર્નેસ ઓપરેટિંગ પદ્ધતિઓમાં સુધારાને કારણે ભઠ્ઠીની દિવાલ પરનો ભાર ઓછો થયો હોવા છતાં, UHP ફર્નેસ સ્મેલ્ટિંગ પરિસ્થિતિઓ હેઠળ કામ કરતી વખતે પ્રત્યાવર્તન સામગ્રી માટે હોટ સ્પોટ્સની સેવા જીવન લંબાવવું હજુ પણ મુશ્કેલ છે. તેથી, પાણી ઠંડક તકનીક વિકસાવવામાં આવી છે અને તેનો ઉપયોગ કરવામાં આવ્યો છે. EBT ટેપિંગનો ઉપયોગ કરતી ઇલેક્ટ્રિક ભઠ્ઠીઓ માટે, પાણી ઠંડક ક્ષેત્ર 70% સુધી પહોંચે છે, આમ પ્રત્યાવર્તન સામગ્રીનો ઉપયોગ ઘણો ઓછો થાય છે. આધુનિક પાણી ઠંડક તકનીકમાં સારી થર્મલ વાહકતા ધરાવતી MgO-C ઇંટોની જરૂર પડે છે. ઇલેક્ટ્રિક ફર્નેસની બાજુની દિવાલો બનાવવા માટે ડામર, રેઝિન-બોન્ડેડ મેગ્નેશિયા ઇંટો અને MgO-C ઇંટો (કાર્બન સામગ્રી 5%-25%) નો ઉપયોગ થાય છે. ગંભીર ઓક્સિડેશન પરિસ્થિતિઓમાં, એન્ટીઑકિસડન્ટો ઉમેરવામાં આવે છે.
રેડોક્સ પ્રતિક્રિયાઓથી સૌથી વધુ નુકસાન પામેલા હોટસ્પોટ વિસ્તારો માટે, મોટા સ્ફટિકીય ફ્યુઝ્ડ મેગ્નેસાઇટ, 20% થી વધુ કાર્બન સામગ્રી અને સંપૂર્ણ કાર્બન મેટ્રિક્સ ધરાવતી MgO-C ઇંટોનો ઉપયોગ બાંધકામ માટે થાય છે.
UHP ઇલેક્ટ્રિક ભઠ્ઠીઓ માટે MgO-C ઇંટોનો નવીનતમ વિકાસ એ છે કે ઉચ્ચ-તાપમાન ફાયરિંગનો ઉપયોગ કરવો અને પછી ડામર સાથે ગર્ભાધાન કરીને કહેવાતા ફાયર્ડ ડામર-ઇમ્પ્રેગ્નેટેડ MgO-C ઇંટો બનાવવામાં આવે. કોષ્ટક 2 પરથી જોઈ શકાય છે તેમ, બિન-ઇમ્પ્રેગ્નેટેડ ઇંટોની તુલનામાં, ડામર ગર્ભાધાન અને રિકાર્બોનાઇઝેશન પછી ફાયર્ડ MgO-C ઇંટોમાં શેષ કાર્બનનું પ્રમાણ લગભગ 1% વધે છે, છિદ્રાળુતા 1% ઘટે છે, અને ઉચ્ચ-તાપમાન ફ્લેક્સરલ તાકાત અને દબાણ પ્રતિકાર છે. મજબૂતાઈમાં નોંધપાત્ર સુધારો થયો છે, તેથી તે ઉચ્ચ ટકાઉપણું ધરાવે છે.
ઇલેક્ટ્રિક ફર્નેસ બાજુની દિવાલો માટે મેગ્નેશિયમ પ્રત્યાવર્તન સામગ્રી
ઇલેક્ટ્રિક ફર્નેસ લાઇનિંગને આલ્કલાઇન અને એસિડિકમાં વિભાજિત કરવામાં આવે છે. પહેલામાં ફર્નેસ લાઇનિંગ તરીકે આલ્કલાઇન રિફ્રેક્ટરી મટિરિયલ્સ (જેમ કે મેગ્નેશિયા અને MgO-CaO રિફ્રેક્ટરી મટિરિયલ્સ) નો ઉપયોગ કરવામાં આવે છે, જ્યારે બાદમાં ફર્નેસ લાઇનિંગ બનાવવા માટે સિલિકા ઇંટો, ક્વાર્ટઝ રેતી, સફેદ કાદવ વગેરેનો ઉપયોગ કરવામાં આવે છે.
નોંધ: ભઠ્ઠીના અસ્તર સામગ્રી માટે, આલ્કલાઇન ઇલેક્ટ્રિક ભઠ્ઠીઓ આલ્કલાઇન રિફ્રેક્ટરી સામગ્રીનો ઉપયોગ કરે છે, અને એસિડિક ઇલેક્ટ્રિક ભઠ્ઠીઓ એસિડિક રિફ્રેક્ટરી સામગ્રીનો ઉપયોગ કરે છે.
પોસ્ટ સમય: ઓક્ટોબર-૧૨-૨૦૨૩










